品牌:双力
发货:3天内
发送询价
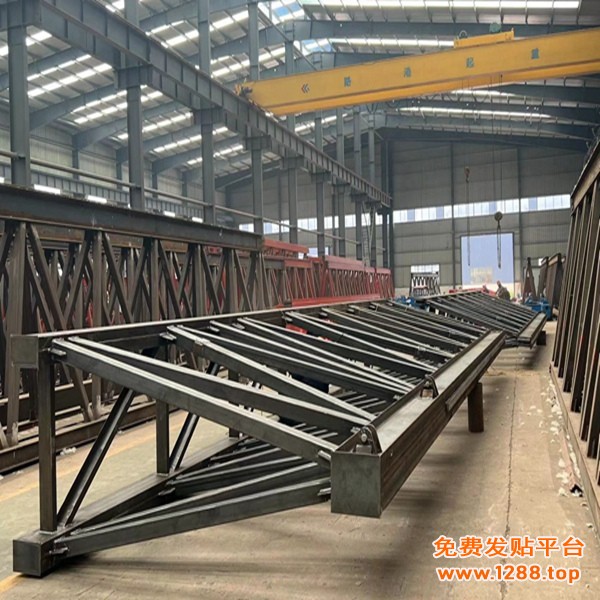
安徽宣城龙门吊公司(联系电话13323808457)开创完善的服务是厂家的经营方针,厂家具备有满足起重机工艺工序要求的设备,如机加工,热处理、装配、检验、包装、发运等。
龙门吊轨道接头的焊接规范:
1、焊前准备:龙门吊轨道接头焊接前,应仔细清除坡口和附近油污、锈迹等污物,直至露出金属光泽。焊接依据等强原则,配用碱性焊条。
2、控制轨焊变形:轨端预置垫片的高度,依轨道种类.长度及安装状况及周围环境温度等因素,采用预压,钢轨端头采用紫铜垫板和碳钢垫板,采用制作好的螺钉、压板等连接件,垫片为30~40mm,旋紧螺帽,将钢轨固定在轨道梁上,每个接合部位附近至少有4个固定点。焊轨底端后,松开压板,将钢轨端部的垫起部降至20mm,再旋紧压板螺帽。焊轨腰部分时,垫板高度逐渐降低,当轨腰部分焊完后,应将所有垫板拆下,然后将压板放掉,此时轨道接头处应有非常小的上翘值,在轨腰部分焊完后,应将所有垫板拆下,放掉。
3、焊接:焊轨接头的顺序为上、下、先轨底、后轨腰.轨头,逐层逐层堆焊,在修整前对周边进行修复。
安徽宣城龙门吊公司拥有健全的质量保证体系,已经通过质量管理体系认证,所有产品的设计、制造、安装和售后服务工作,均按上述管理体系标准运行。
双力网址:https://slql.jqw.com